






ਸਾਡੀ ਡਬਲ-ਵਾਲ ਕੋਰੇਗੇਟ ਪਾਈਪ ਮਸ਼ੀਨ ਨੂੰ ਕਈ ਉਦੇਸ਼ਾਂ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ.ਇਹ ਸਿੰਗਲ-ਵਾਲ ਕੋਰੂਗੇਟਿਡ ਪਾਈਪਾਂ, ਡਬਲ-ਵਾਲ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪਾਂ, ਡਬਲ-ਵਾਲ ਪਰਫੋਰੇਟਿਡ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪਾਂ, ਸੁਰੰਗ ਵਿਰੋਧੀ ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ ਵਾਟਰ ਸੀਪੇਜ ਬਲਾਇੰਡ ਪਾਈਪ, ਅੰਦਰੂਨੀ ਸਜਾਵਟ ਤਾਜ਼ੀ ਹਵਾ ਦੀਆਂ ਨਲੀਆਂ, ਅਤੇ ਬਾਂਸ ਦੀਆਂ ਪਾਈਪਾਂ ਬਣਾ ਸਕਦਾ ਹੈ।ਅਸੀਂ ਉੱਲੀ ਨੂੰ ਬਦਲ ਸਕਦੇ ਹਾਂ।ਬਸ ਠੀਕ ਹੈ
ਤਾਜ਼ੀ ਹਵਾ ਨਲੀ, ਹਵਾ ਬਦਲਣ ਲਈ PE ਵਿਸ਼ੇਸ਼ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ, ਵਿੰਡ ਬਾਕਸ, ਹਵਾਦਾਰੀ ਹੋਜ਼, ਸਹਾਇਕ ਹਵਾਦਾਰੀ ਪਾਈਪ
ਤਾਜ਼ੀ ਹਵਾ ਪ੍ਰਣਾਲੀ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ 75/110PE ਪਾਈਪ ਡਬਲ ਕੰਧ ਪਲਾਸਟਿਕ ਪਾਈਪ ਤਾਜ਼ੀ ਏਅਰ ਡੈਕਟ ਏਅਰ ਕੰਡੀਸ਼ਨਿੰਗ ਵੈਂਟੀਲੇਸ਼ਨ ਹੋਜ਼
ਤਾਜ਼ੀ ਹਵਾ ਪ੍ਰਣਾਲੀ ਡਬਲ-ਲੇਅਰ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਤਾਜ਼ੀ ਹਵਾ ਨਲੀ ਪੀਈ ਪਾਈਪ 75, 110, 160

ਪੀਈ ਪਾਈਪ 75 ਏਅਰ ਡਕਟ ਐਗਜ਼ੌਸਟ ਹੋਜ਼ ਪੀਈ ਪਾਈਪ ਤਾਜ਼ੀ ਹਵਾ ਪ੍ਰਣਾਲੀ ਡਬਲ ਕੰਧ ਕੋਰੇਗੇਟਿਡ ਹੋਜ਼
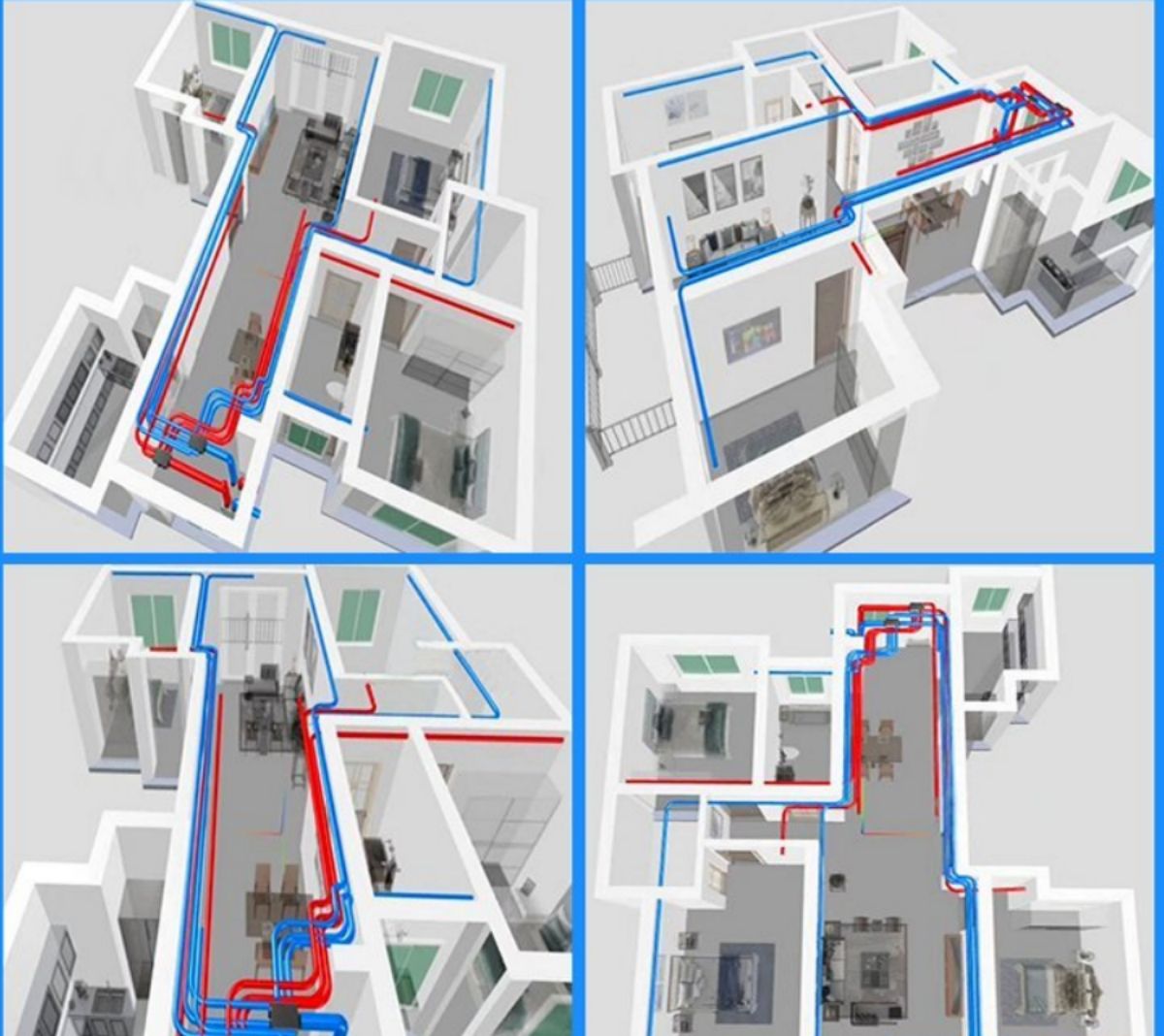
ਤਾਜ਼ੀ ਹਵਾ ਪ੍ਰਣਾਲੀ ਕਮਰੇ ਵਿੱਚ ਤਾਜ਼ੀ ਹਵਾ ਭੇਜਣ ਲਈ ਇੱਕ ਸੀਲਬੰਦ ਕਮਰੇ ਦੇ ਇੱਕ ਪਾਸੇ ਵਿਸ਼ੇਸ਼ ਉਪਕਰਣਾਂ ਦੀ ਵਰਤੋਂ 'ਤੇ ਅਧਾਰਤ ਹੈ, ਅਤੇ ਫਿਰ ਦੂਜੇ ਪਾਸੇ ਵਿਸ਼ੇਸ਼ ਉਪਕਰਣਾਂ ਦੁਆਰਾ ਇਸਨੂੰ ਬਾਹਰੋਂ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਅੰਦਰੂਨੀ ਤਾਜ਼ੀ ਹਵਾ ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਘਰ ਦੇ ਅੰਦਰ ਇੱਕ "ਤਾਜ਼ੀ ਹਵਾ/ਪ੍ਰਵਾਹ ਖੇਤਰ" ਬਣਾਇਆ ਜਾਵੇਗਾ।ਲਾਗੂ ਕਰਨ ਦੀ ਯੋਜਨਾ ਉੱਚ ਹਵਾ ਦੇ ਦਬਾਅ ਅਤੇ ਵੱਡੇ ਵਹਾਅ ਵਾਲੇ ਪੱਖਿਆਂ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ, ਕਮਰੇ ਨੂੰ ਇੱਕ ਪਾਸੇ ਤੋਂ ਹਵਾ ਦੀ ਸਪਲਾਈ ਕਰਨ ਲਈ ਮਸ਼ੀਨਰੀ 'ਤੇ ਨਿਰਭਰ ਕਰਨਾ ਹੈ, ਅਤੇ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਡਿਜ਼ਾਈਨ ਕੀਤੇ ਐਗਜ਼ੌਸਟ ਫੈਨ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ ਤਾਂ ਜੋ ਇਸ ਨੂੰ ਬਾਹਰੋਂ ਬਾਹਰ ਤੱਕ ਡਿਸਚਾਰਜ ਕੀਤਾ ਜਾ ਸਕੇ। ਸਿਸਟਮ ਵਿੱਚ ਤਾਜ਼ੀ ਹਵਾ/ਪ੍ਰਵਾਹ ਖੇਤਰ।ਹਵਾ ਦੀ ਸਪਲਾਈ ਕਰਦੇ ਸਮੇਂ, ਕਮਰੇ ਵਿੱਚ ਦਾਖਲ ਹੋਣ ਵਾਲੀ ਹਵਾ ਨੂੰ ਫਿਲਟਰ, ਆਕਸੀਜਨ ਅਤੇ ਪ੍ਰੀਹੀਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ (ਸਰਦੀਆਂ ਵਿੱਚ)।

ਨਵੇਂ ਏਅਰ ਡੈਕਟ ਉਪਕਰਣ ਵਿੱਚ ਇਹ ਸ਼ਾਮਲ ਹਨ: ਬਾਹਰੀ ਕੰਧ ਹੋਸਟ + ਅੰਦਰੂਨੀ ਕੰਧ ਹੋਸਟ + ਮਸ਼ੀਨ ਹੈੱਡ + ਮੋਲਡ + ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ + ਵਾਇਨਿੰਗ ਮਸ਼ੀਨ
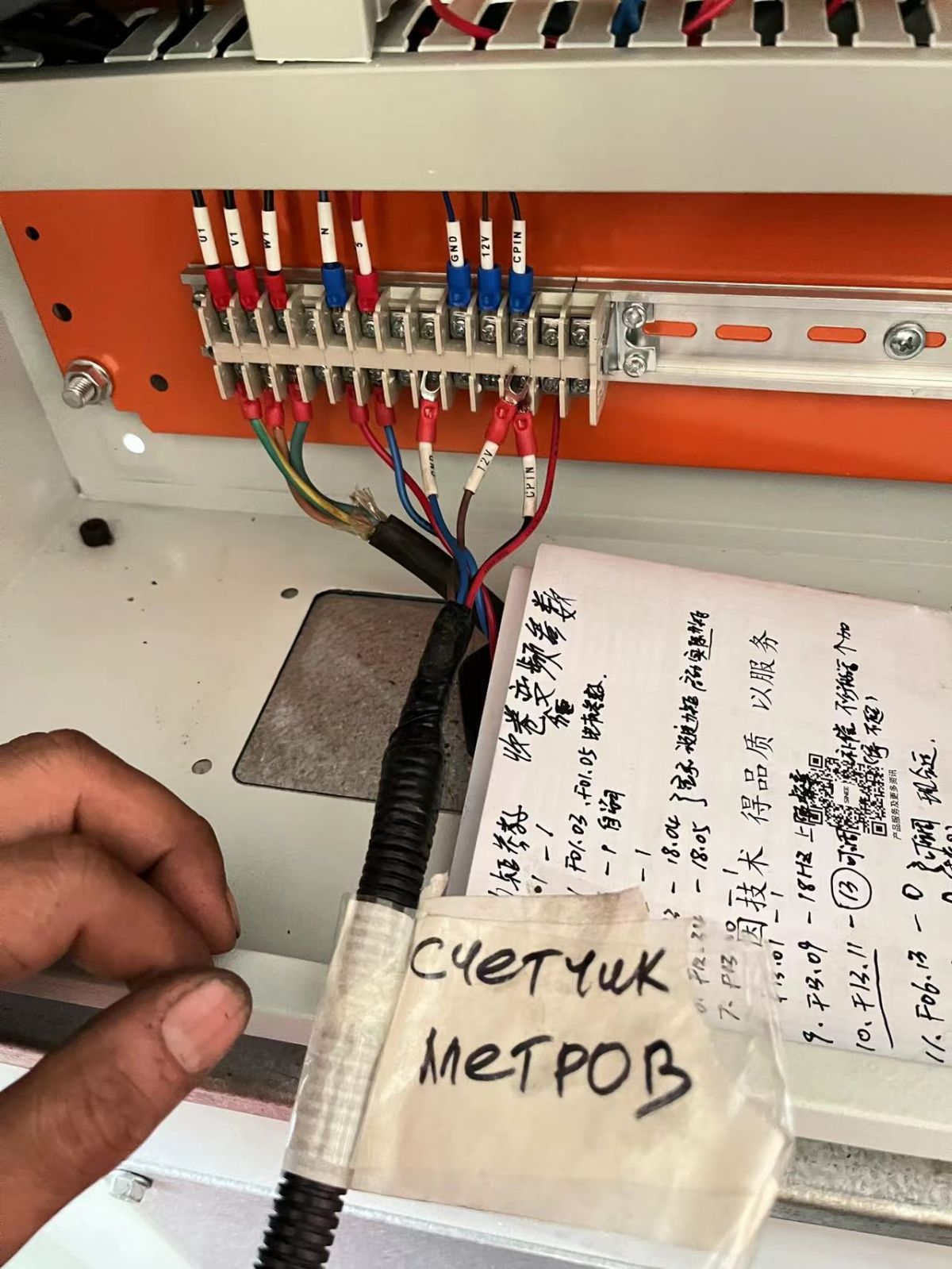
ਇਹ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਗਾਹਕਾਂ ਨੂੰ ਜਨਰਲ ਗਰਾਉਂਡਿੰਗ ਕਰਨ ਅਤੇ ਸਾਰੀਆਂ ਮਸ਼ੀਨਾਂ ਨੂੰ ਜੋੜਨ ਲਈ 6-ਮੀਟਰ ਦੀ ਤਾਂਬੇ ਦੀ ਤਾਰ ਬਣਾਉਣ ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ 'ਤੇ ਗਰਾਊਂਡ ਕਰਨ।ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਵਿੰਡਿੰਗ ਮਸ਼ੀਨ ਸਾਰੇ 380V ਹਨ.ਕੁੱਲ ਸਥਾਪਿਤ ਸ਼ਕਤੀ 65 ਕਿਲੋਵਾਟ ਹੈ, ਅਤੇ ਅਸਲ ਉਤਪਾਦਨ 25 ਕਿਲੋਵਾਟ (25 ਕਿਲੋਵਾਟ ਘੰਟੇ) ਹੈ।
ਇਹ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਬਣਾਉਣ ਵਾਲੀ ਮਸ਼ੀਨ ਅਤੇ ਵਿੰਡਿੰਗ ਮਸ਼ੀਨ ਵਿਚਕਾਰ ਦੂਰੀ 6 ਮੀਟਰ ਹੈ
ਬਾਹਰੀ ਕੰਧ ਹੋਸਟ ਤੋਂ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਦੂਰੀ 825MM ਹੈ, ਅਤੇ ਅੰਦਰੂਨੀ ਕੰਧ ਹੋਸਟ ਤੋਂ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਦੂਰੀ 785MM ਹੈ।
ਜਦੋਂ ਅਸੀਂ ਸਿੰਗਲ ਕੰਧ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਲੈ ਕੇ ਆਏ, ਤਾਂ ਅਸੀਂ ਸਿਰਫ ਇੱਕ ਅੰਦਰੂਨੀ ਕੰਧ ਕੱਢਣ ਵਾਲਾ ਬੰਦ ਕਰ ਦਿੱਤਾ।
ਤੁਸੀਂ ਪਾਵਰ ਵਾਇਰਿੰਗ ਲਈ ਇੱਕ ਕੋਰੇਗੇਟਿਡ ਪਾਈਪ ਬਣਾਉਣ ਲਈ ਸਟੀਲ ਤਾਰ ਲਈ ਇੱਕ ਵਾਇਰ ਫੀਡਰ ਵੀ ਜੋੜ ਸਕਦੇ ਹੋ।ਲੋਹੇ ਦੀ ਤਾਰ ਲਈ ਮੋਰੀ ਨੂੰ ਉੱਲੀ ਵਿੱਚ ਡ੍ਰਿੱਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਲੋਹੇ ਦੀ ਤਾਰ ਦਾ ਵਿਆਸ 1.0MM ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ।ਵਰਤੇ ਗਏ ਪਾਣੀ ਦੀ ਜੈਕਟ ਨੂੰ ਵੀ ਇੱਕ ਖੋਖਲੇ ਦੋ-ਲੇਅਰ ਵਿੱਚ ਬਦਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।


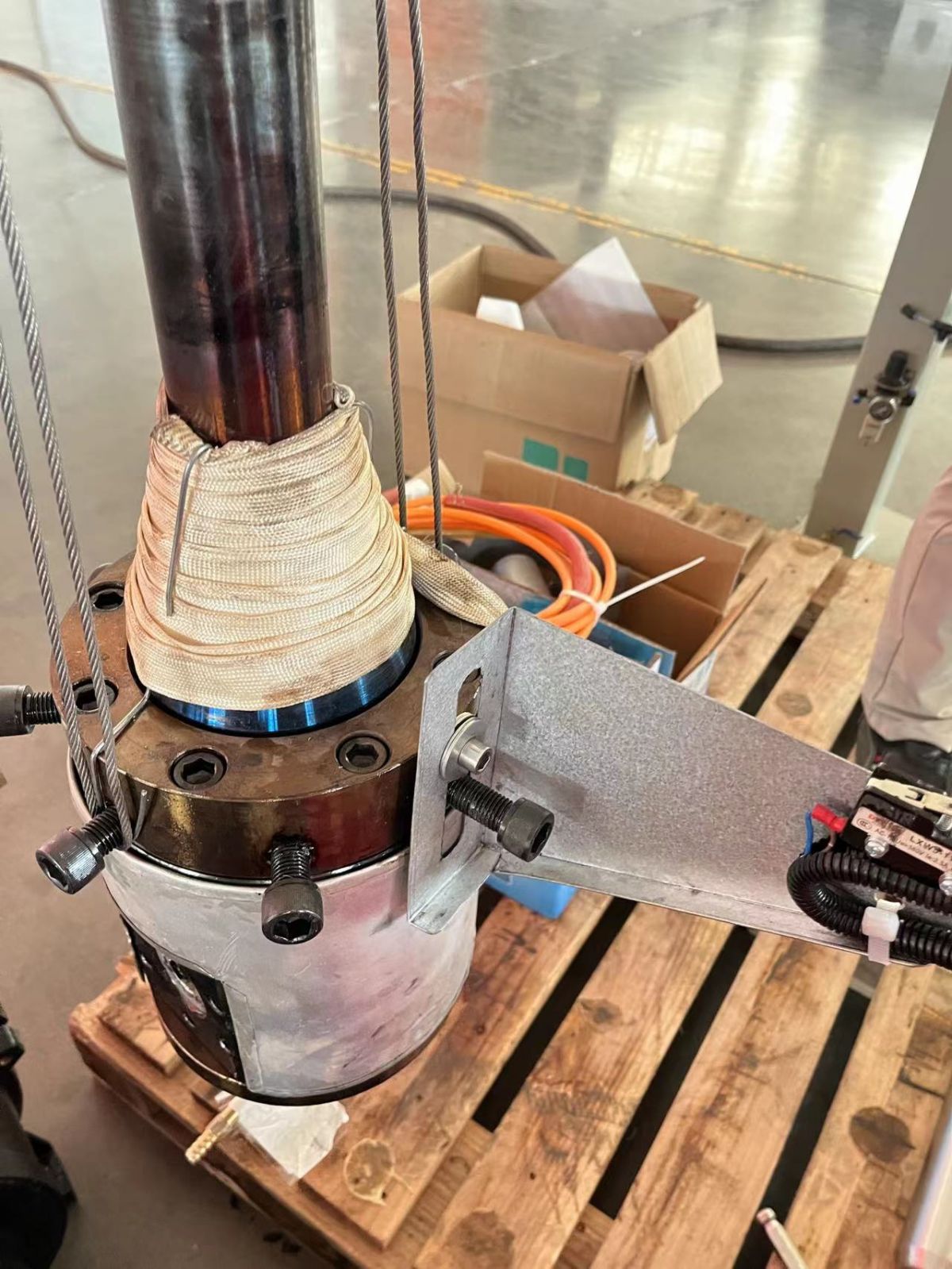
ਸਮੱਗਰੀ ਦੇ ਗ੍ਰੇਡ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ, ਐਕਸਟਰੂਡਰ ਨੂੰ 1.5-2 ਘੰਟਿਆਂ ਲਈ 200-220 ਡਿਗਰੀ ਤੱਕ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਮਸ਼ੀਨ ਦੇ ਸਿਰ ਦੇ ਚਾਰ ਅਤੇ ਪੰਜ ਖੇਤਰ ਬੈਕਅੱਪ ਖੇਤਰ ਹਨ।ਤਾਪਮਾਨ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਪਹੁੰਚਣ ਤੋਂ ਬਾਅਦ, ਹੋਸਟ ਮੋਲਡ ਅਤੇ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਸੰਤੁਲਨ ਮਿਲਣ ਤੋਂ ਬਾਅਦ, ਮਸ਼ੀਨ ਟੂਲ ਦਾ ਫਰੇਮ ਪੱਧਰ ਹੈ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਇਹ ਸਹੀ ਹੈ, ਇਸ ਨੂੰ ਪੱਧਰ ਕਰਨ ਲਈ ਮੋਲਡ 'ਤੇ ਪੱਧਰ ਰੱਖੋ।ਪੱਧਰ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਉੱਲੀ ਦੇ ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਪਾਸੇ 12 ਪੇਚਾਂ ਨੂੰ ਕੱਸਣਾ ਯਕੀਨੀ ਬਣਾਓ।ਜੇ ਇਸ ਨੂੰ ਸਮਤਲ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਸਮੱਗਰੀ ਬਾਹਰ ਨਹੀਂ ਆਵੇਗੀ ਅਤੇ ਮਸ਼ੀਨ ਦਾ ਸਿਰ ਉੱਲੀ ਦੇ ਵਿਰੁੱਧ ਰਗੜ ਜਾਵੇਗਾ।ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ 'ਤੇ ਉੱਪਰ, ਹੇਠਾਂ, ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਐਡਜਸਟਮੈਂਟ ਪੇਚ ਹਨ।
ਲੈਵਲਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਤੁਹਾਨੂੰ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਪ੍ਰੀਹੀਟਿੰਗ ਤੋਂ ਬਾਅਦ ਥੋੜ੍ਹੀ ਜਿਹੀ ਸਮੱਗਰੀ ਨੂੰ ਬਾਹਰ ਕੱਢਣਾ ਅਤੇ ਫਿਰ ਸੰਤੁਲਨ ਲੱਭਣਾ ਸਭ ਤੋਂ ਸਹੀ ਹੈ।
ਬਾਹਰੀ ਕੰਧ ਦੇ ਡਿਫਲੈਕਸ਼ਨ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ, ਅਤੇ ਫਿਰ ਮਸ਼ੀਨ ਦੇ ਸਿਰ 'ਤੇ ਹੀਟਿੰਗ ਬੈਲਟ 'ਤੇ ਵੱਡੇ ਪੇਚਾਂ ਦੇ ਇੱਕ ਚੱਕਰ ਦੀ ਵਰਤੋਂ ਕਰੋ।ਬਾਹਰਲੀ ਕੰਧ ਦਾ ਕਿਹੜਾ ਪਾਸਾ ਮੋਟਾ ਹੈ, ਕਿਹੜਾ ਪਾਸਾ ਤੰਗ ਹੈ, ਅਤੇ ਕਿਹੜਾ ਪਾਸਾ ਢਿੱਲਾ ਹੈ;ਅੰਦਰਲੀ ਕੰਧ ਦੇ ਡਿਫਲੈਕਸ਼ਨ ਨੂੰ ਐਡਜਸਟ ਕਰੋ, ਅਤੇ ਫਿਰ ਡਾਈ 'ਤੇ 4 ਛੋਟੇ ਪੇਚ ਹਨ, ਕਿਹੜਾ ਪਾਸਾ ਪਤਲਾ ਹੈ?ਅੰਦਰਲੀ ਕੰਧ ਅਤੇ ਬਾਹਰੀ ਕੰਧ ਉਲਟ ਹਨ.

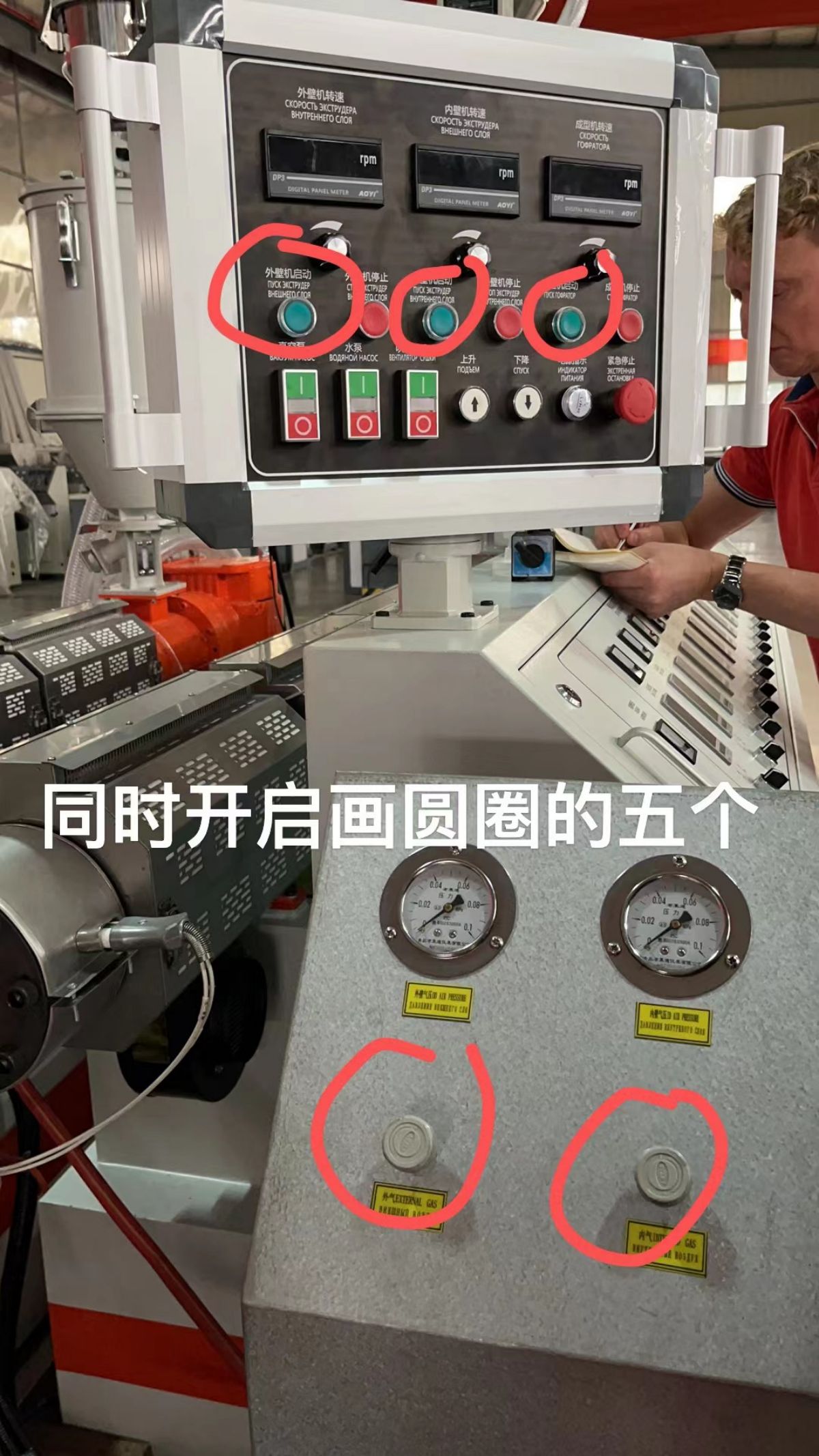
ਤਿੰਨ ਹਰੇ ਬਟਨਾਂ (ਬਾਹਰੀ ਕੰਧ, ਅੰਦਰਲੀ ਕੰਧ ਅਤੇ ਕੰਟੀਲੀਵਰ ਬਾਕਸ ਉੱਤੇ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ) ਸ਼ੁਰੂ ਕਰੋ।ਬਾਹਰੀ ਕੰਧ ਮਸ਼ੀਨ ਦੀ ਗਤੀ 272 ਤੋਂ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ - ਆਮ ਕਾਰਵਾਈ 290 RPM ਹੈ, ਅੰਦਰੂਨੀ ਕੰਧ ਮਸ਼ੀਨ ਦੀ ਗਤੀ 265 ਹੈ - ਆਮ ਕਾਰਵਾਈ 214RPM ਹੈ, ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਗਤੀ 614RPM ਹੈ, ਅਤੇ ਬਾਅਦ ਦੇ ਉਤਪਾਦਨ ਦੌਰਾਨ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੀ ਗਤੀ ਤੇਜ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।704RPM, ਹੋਸਟ ਕਰੰਟ 16A ਦਿਖਾਉਂਦਾ ਹੈ, ਜੋ ਕੰਧ ਦੀ ਮੋਟਾਈ ਨੂੰ ਪਤਲਾ ਬਣਾਉਂਦਾ ਹੈ।ਨਵੀਂ ਏਅਰ ਡਕਟ ਬਣਾਉਂਦੇ ਸਮੇਂ ਅੰਦਰਲੀ ਕੰਧ ਜ਼ਿਆਦਾ ਮੋਟੀ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ, ਨਹੀਂ ਤਾਂ ਅੰਦਰਲੀ ਕੰਧ ਚੰਗੀ ਕਰਵਚਰ ਨਹੀਂ ਹੋਵੇਗੀ।

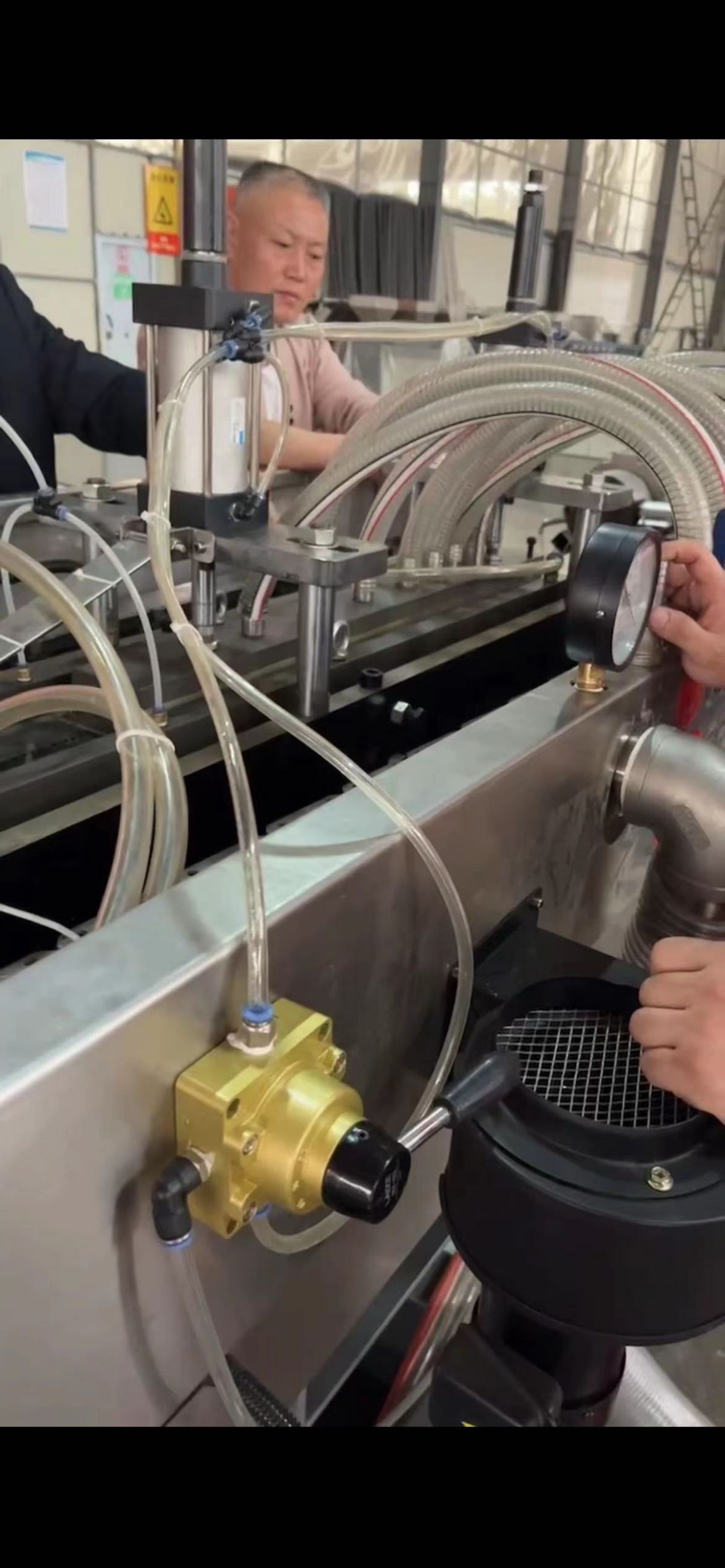
ਜਦੋਂ ਇੱਕੋ ਸਮੇਂ ਅੰਦਰਲੀ ਅਤੇ ਬਾਹਰੀ ਕੰਧਾਂ 'ਤੇ ਹਵਾ ਦੇ ਦਬਾਅ ਨੂੰ ਚਾਲੂ ਕਰਦੇ ਹੋ, ਤਾਂ ਅੰਦਰੂਨੀ ਦਬਾਅ 0.02-0.04 ਦੇ ਵਿਚਕਾਰ ਹੋਣ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਬਾਹਰੀ ਦਬਾਅ ਸਮਾਨ ਹੁੰਦਾ ਹੈ।ਇੱਕ ਸੰਤੁਲਨ ਬਿੰਦੂ ਲੱਭੋ.ਸਥਿਰ ਹਵਾ ਦੇ ਦਬਾਅ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਏਅਰ ਪੰਪ ਟਿਊਬ ਮੋਟੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਹਵਾ ਦੇ ਦਬਾਅ ਗੇਜ ਸਥਿਰ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ ਅਤੇ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਨਹੀਂ ਹੋ ਸਕਦੇ।, ਨਹੀਂ ਤਾਂ ਇਹ ਵੇਵ ਕਰੈਸਟ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰੇਗਾ।ਜਦੋਂ ਬਾਹਰੀ ਕੰਧ ਪਤਲੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਵੈਕਿਊਮ ਸਿਸਟਮ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
15kW ਏਅਰ ਕੰਪ੍ਰੈਸਰ 4 ਲਾਈਨਾਂ ਦੀ ਸਪਲਾਈ ਕਰ ਸਕਦਾ ਹੈ।40MM ਵਿਆਸ ਵਾਲੀ ਏਅਰ ਪਾਈਪ, 0.5-0.6MPA ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਅੰਦਰਲੀ ਕੰਧ ਦਾ ਦਬਾਅ ਬਾਹਰੀ ਕੰਧ ਦੇ ਦਬਾਅ ਨਾਲੋਂ ਵੱਧ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਅੰਦਰਲੀ ਹਵਾ ਬਾਹਰੀ ਹਵਾ ਨਾਲੋਂ ਵੱਧ ਹੁੰਦੀ ਹੈ ਕਿਉਂਕਿ ਅੰਦਰਲੀ ਕੰਧ 'ਤੇ ਇੱਕ R ਕੋਣ ਹੁੰਦਾ ਹੈ।ਚਾਲੂ ਕਰਨ ਵੇਲੇ ਓਪਰੇਟਿੰਗ ਕਰੰਟ ਦੀ ਜਾਂਚ ਕਰੋ।ਇਨਵਰਟਰ ਚਾਲੂ ਹੈ ਅਤੇ ਕਰੰਟ ਪ੍ਰਦਰਸ਼ਿਤ ਹੁੰਦਾ ਹੈ, 50% 7042 ਅਤੇ 50% 5502, ਅੰਦਰਲੀ ਕੰਧ 5 ਕਿਲੋਗ੍ਰਾਮ ਹੈ, ਬਾਹਰੀ ਕੰਧ 12 ਕਿਲੋਗ੍ਰਾਮ ਹੈ, ਅਤੇ ਬਾਹਰਲੀ ਕੰਧ ਅੰਦਰਲੀ ਕੰਧ ਨਾਲੋਂ 2 ਤੋਂ 3 ਗੁਣਾ ਹੈ।
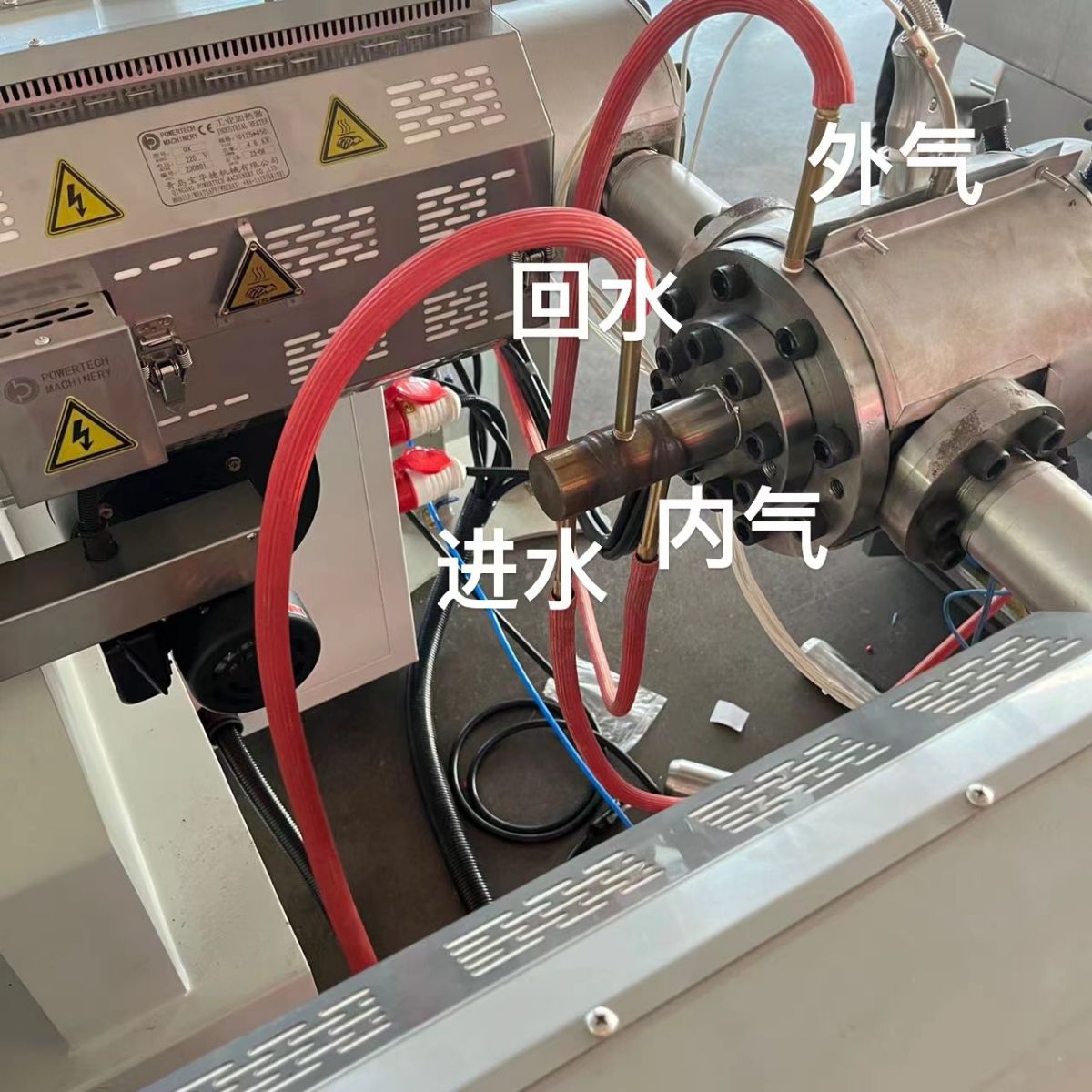
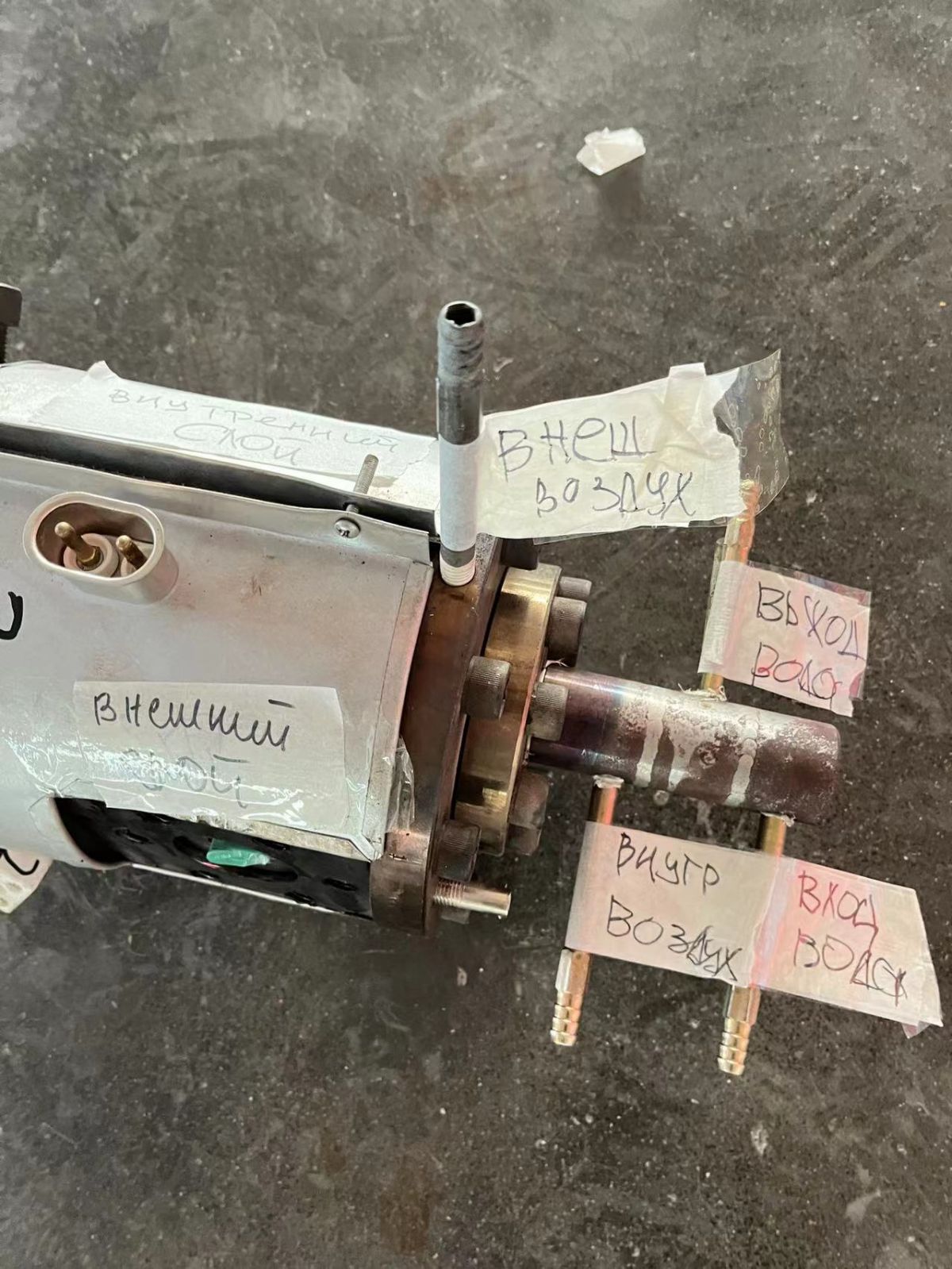
ਉੱਲੀ ਦੇ ਮੂੰਹ 'ਤੇ ਮੋਲਡ ਕੋਰ ਡੰਡੇ 'ਤੇ ਖੱਬੇ ਤੋਂ ਸੱਜੇ ਬਾਹਰੀ ਹਵਾ, ਬਾਹਰੀ ਕੰਧ, ਅੰਦਰੂਨੀ ਹਵਾ ਅਤੇ ਅੰਦਰਲੀ ਕੰਧ ਹਨ।
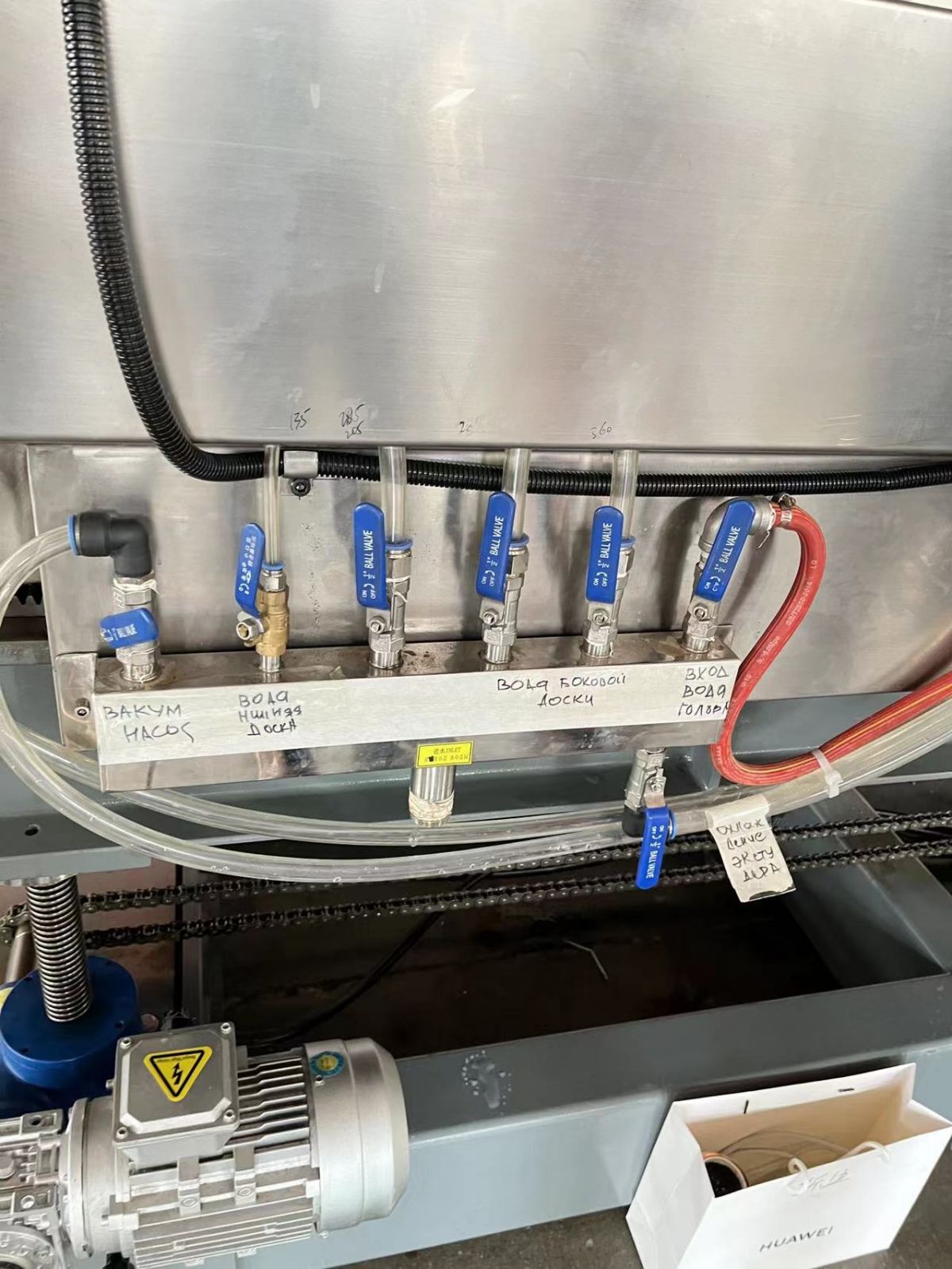
ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਵੱਖ-ਵੱਖ ਪਾਣੀ ਦੇ ਚੈਨਲ ਖੋਲ੍ਹੋ
ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ 'ਤੇ ਵੈਕਿਊਮ ਗੇਜ ਲਗਭਗ 0.08 ਹੈ।ਤੁਰੰਤ ਸੱਜੇ ਪਾਸੇ ਵੈਕਿਊਮ ਗੇਜ ਦਾ ਦਬਾਅ ਰਾਹਤ ਵਾਲਵ ਹੈ।

ਜੇਕਰ ਵਾਟਰ ਜੈਕੇਟ ਦੀ ਹਰੀ ਸੀਲਿੰਗ ਰਿੰਗ ਟੁੱਟ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਹ ਲੀਕ ਹੋ ਜਾਵੇਗੀ।ਇਸਨੂੰ ਅਕਸਰ ਚੈੱਕ ਕਰੋ ਅਤੇ ਬਦਲੋ।
ਵਾਟਰ ਜੈਕੇਟ ਨੂੰ ਮਰੋੜਨ ਤੋਂ ਬਾਅਦ, ਪਾਣੀ ਦੀ ਜੈਕੇਟ ਦੇ ਵਾਲਵ ਨੂੰ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਦੇ ਸਭ ਤੋਂ ਸੱਜੇ ਪਾਸੇ, ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਦਿਸ਼ਾਵਾਂ ਦੇ ਨਾਲ, ਸਮੇਂ ਸਿਰ ਖੋਲ੍ਹੋ, ਤਾਂ ਜੋ ਵਾਟਰ ਜੈਕੇਟ ਦੀ ਓ-ਰਿੰਗ ਨੂੰ ਮਸ਼ੀਨ ਦੇ ਸਿਰ ਤੋਂ ਗਰਮੀ ਦੁਆਰਾ ਸਾੜਨ ਤੋਂ ਰੋਕਿਆ ਜਾ ਸਕੇ। .
ਵਾਟਰ ਜੈਕੇਟ ਲਗਾਉਂਦੇ ਸਮੇਂ, ਇਸ ਨੂੰ ਕੱਸ ਲਓ ਅਤੇ ਇਸਨੂੰ ਥੋੜਾ ਜਿਹਾ ਮੋੜੋ।ਉਦੇਸ਼ ਪਾਣੀ ਦੀ ਜੈਕੇਟ ਨੂੰ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਉੱਪਰ, ਹੇਠਾਂ, ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਇਕਸਾਰ ਕਰਨ ਦੀ ਆਗਿਆ ਦੇਣਾ ਹੈ.ਜਦੋਂ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਵਾਟਰ ਜੈਕੇਟ ਦੇ ਨੇੜੇ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਪਾਣੀ ਦੀ ਜੈਕਟ ਨੂੰ ਉੱਪਰ ਰੱਖੋ।
ਬਾਹਰੀ ਕੰਧ 'ਤੇ ਡਾਈ ਨੂੰ ਦਬਾਉਣ ਵਾਲੇ ਸਿਲੰਡਰ ਦੀ ਸਥਿਤੀ ਨਾਲ 345mm ਦੀ ਦੂਰੀ ਨਾਲ ਇਕਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ (ਜਿਵੇਂ ਕਿ ਤਸਵੀਰ ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ)

ਪਾਣੀ ਦੀ ਟੈਂਕੀ ਬਣਾਉਂਦੇ ਸਮੇਂ, ਤੁਹਾਡੇ ਕੋਲ ਇੱਕ ਫਿਲਟਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਸ਼ੁੱਧ ਪਾਣੀ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।ਸਕੇਲ ਵਾਲਾ ਪਾਣੀ ਵਾਟਰ ਜੈਕੇਟ ਅਤੇ ਵਾਟਰ ਪੰਪ ਨੂੰ ਰੋਕ ਦੇਵੇਗਾ।


ਬੰਦ ਕਰਨ ਦੇ ਪੜਾਅ:
ਪਹਿਲਾਂ ਮੁੱਖ ਮਸ਼ੀਨ, ਬਾਹਰੀ ਕੰਧ ਅਤੇ ਅੰਦਰੂਨੀ ਕੰਧ ਦੀਆਂ ਮੁੱਖ ਮਸ਼ੀਨਾਂ ਨੂੰ ਰੋਕੋ, ਸਮੱਗਰੀ ਦੇ ਬਾਹਰ ਆਉਣ ਦੀ ਉਡੀਕ ਕਰੋ, ਫਿਰ ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਰੋਕੋ, ਅਤੇ ਤੁਰੰਤ ਪਾਣੀ ਦੀ ਜੈਕਟ ਨੂੰ ਹਟਾਓ।ਪਾਣੀ ਦੀ ਜੈਕਟ ਠੰਡੀ ਹੁੰਦੀ ਹੈ ਅਤੇ ਇਸਨੂੰ ਸਿੱਧੇ ਹੱਥਾਂ ਨਾਲ ਘੁੰਮਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਇਲੈਕਟ੍ਰੀਕਲ ਕੈਬਿਨੇਟ ਦੀ ਮੁੱਖ ਗੰਢ ਨੂੰ ਬੰਦ ਕਰੋ (ਲੇਟਵੇਂ ਤੌਰ 'ਤੇ ਹਰੀਜੱਟਲ)।ਖੱਬੇ ਅਤੇ ਸੱਜੇ ਦਿਸ਼ਾਵਾਂ ਵਿੱਚ ਪਾਵਰ ਬੰਦ ਹੈ, ਅਤੇ ਪਾਵਰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਦਿਸ਼ਾਵਾਂ ਵਿੱਚ ਚਾਲੂ ਹੈ)।ਅਗਲੀ ਵਾਰ ਮਸ਼ੀਨ ਨੂੰ ਚਾਲੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਪਹਿਲਾਂ ਮਸ਼ੀਨ ਦੇ ਸਿਰ ਦੇ ਡਾਈ ਮੈਂਡਰਲ ਨੂੰ ਦੁਬਾਰਾ ਗਰਮ ਕਰਨਾ ਯਕੀਨੀ ਬਣਾਓ, ਨਹੀਂ ਤਾਂ ਸਮੱਗਰੀ ਅੰਦਰ ਮਜ਼ਬੂਤ ਹੋ ਜਾਵੇਗੀ।ਜੇਕਰ ਇਸ ਨੂੰ ਗਰਮ ਨਾ ਕੀਤਾ ਜਾਵੇ ਤਾਂ ਇਹ ਆਸਾਨੀ ਨਾਲ ਫਟ ਜਾਵੇਗਾ।
ਚਿਲਰ ਲਈ ਵੈਕਿਊਮ ਪੰਪ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਪਰ ਵਾਟਰ ਪੰਪ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ।ਇਹ ਸਿਰਫ਼ ਰਾਖਵਾਂ ਹੈ।
ਇਹ ਸਿਫ਼ਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਗਾਹਕਾਂ ਨੂੰ ਜਨਰਲ ਗਰਾਉਂਡਿੰਗ ਕਰਨ ਅਤੇ ਸਾਰੀਆਂ ਮਸ਼ੀਨਾਂ ਨੂੰ ਜੋੜਨ ਲਈ 6-ਮੀਟਰ ਦੀ ਤਾਂਬੇ ਦੀ ਤਾਰ ਬਣਾਉਣ ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ 'ਤੇ ਗਰਾਊਂਡ ਕਰਨ।ਮੋਲਡਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਵਿੰਡਿੰਗ ਮਸ਼ੀਨ ਸਾਰੇ 380V ਹਨ.ਕੁੱਲ ਸਥਾਪਿਤ ਸ਼ਕਤੀ 65 ਕਿਲੋਵਾਟ ਹੈ, ਅਤੇ ਅਸਲ ਉਤਪਾਦਨ 25 ਕਿਲੋਵਾਟ (25 ਕਿਲੋਵਾਟ ਘੰਟੇ) ਹੈ।
ਮੋਲਡ ਨੂੰ ਬਦਲਣ ਵੇਲੇ, ਲਿਫਟ ਬਟਨ, 70KG ਪ੍ਰੈਸ਼ਰ ਪਲੇਟ

ਪੋਸਟ ਟਾਈਮ: ਅਕਤੂਬਰ-16-2023